Tubazioni
Montaggio
Pulizia
Piegatura
Taglio
Sbavatura
Brasatura
Bombole di gas
In frigotecnica si utilizza del rame elettrolitico con purezza 99,99%, perché è:
• malleabile
• buon conduttore di calore
• stabile
• non va trattato
Tubi sono forniti in:
ROTOLI ricotti per renderli malleabili
BARRE incurdite perché estruse a freddo
e arrivano puliti internamente e chiusi alle estremità: la sporcizia nel tubo potrebbe causare fenomeni indesiderati nell’impianto!
Attenzione: la barra va scaldata per bichieri o piegatura in modo da evitare fissurazioni
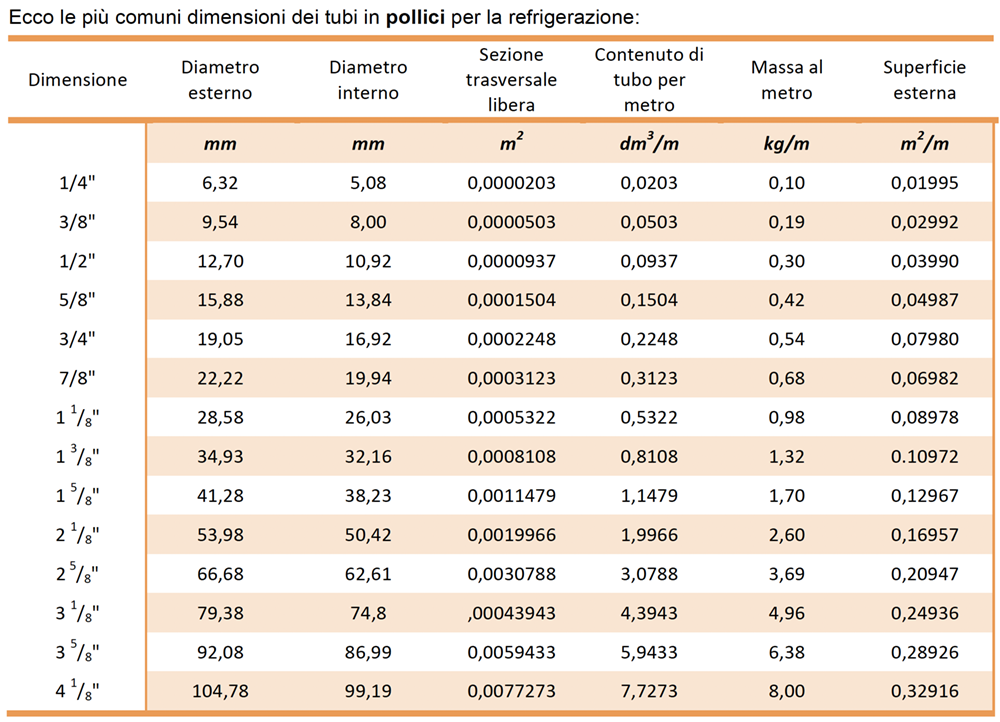
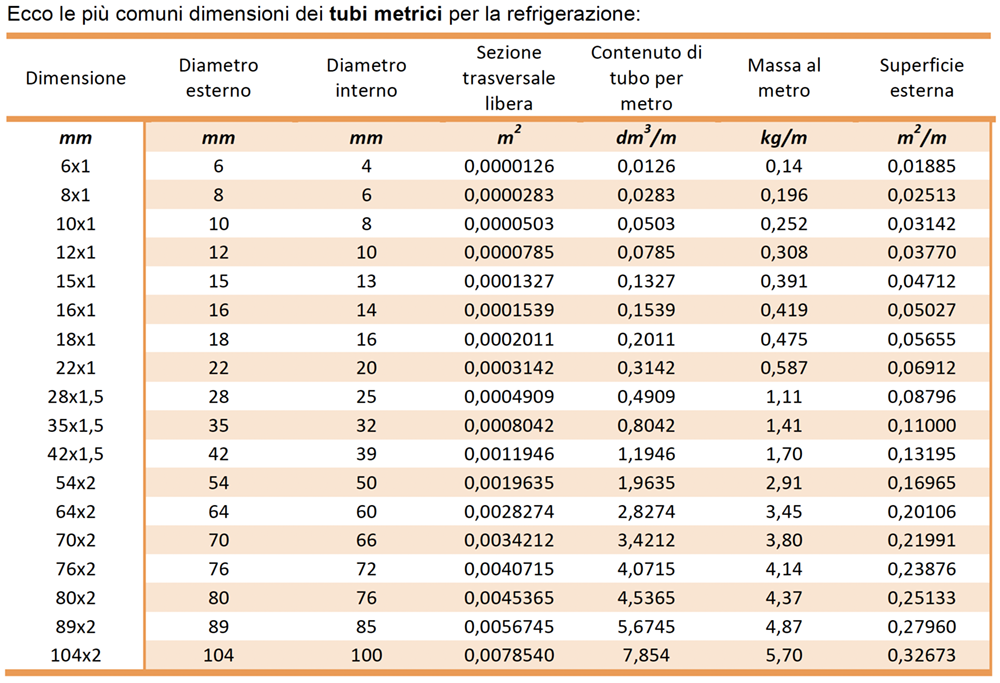
In Europa si utilizzano tubazioni in millimetri, mentre in Svizzera si usano quelle in pollici.
Montare è facile, sbagliare anche!
Bisogna trattare con precisione:
• brasatura
• ritorno olio
• modifiche lunghezza tubazioni
• isolazione tubazioni
• compatibilità materiali
• …
RACCORDI
Le connessioni mediante raccordi (cartelle) vanno evitati perché sono fonte di perdite.
Se sono indispensabili è importante che siano in una posizione accessibile.
Nella frigotecnica la pulizia è importantissima, qindi bisogna assolutamente:
• manterene tubi sempre chiusi fino a montaggio concluso
• prima delle varie lavorazioni pulire esternamente
>>> evitare che qualsiasi cosa entri nei tubi!
Particelle ed umidità sono dannose nel circuito frigo
Per la pulizia utilizzare spazzole o stoffa abrasiva sempre pulite e dedicate solo alla pulizia dei tubi frigotecnici.
È possibile utilizzare la carta abrasiva, ma bisogna fare attenzione che la colla che fissa i grani sulla carta non si impasti sul tubo, perché può prevaricare al tenuta della brasatura:
non utilzzare carta abrasiva consumata!
Non usare lana d’acciaio perché le fibre si staccano e sono difficilmente rimovibili.
La piegatura dei tubi in rame è una deformazione plastica a freddo che incrudisce il rame (lo rende più duro).
Evitare di piegare a mano, per evitare lo schiacciamento del tubo che riduce o chiude la sezione si passaggio.
Utilizzare piegatubi …o molla di flessione
Le piegatubi fino a 5/8¨ sono manuali, poi fino a 7/8¨ sono manuali ad ingranaggi.
Meglio piegare che brasare una curva:
• più economico
• riduce il rischio di perdite
• minor rischio di sporcizia
Per tagliare un tubo utilizzare sempre la tagliatubi.
Non utilizzare utensili tipo la segha che creano truccioli che possono entrare nel tubo.
Prima di tagliare pulire l’esterno del tubo per evitare che sporcizia entri nel tubo!
Utilizzando la tagliatubi attenzione ad evitare:
ovalizzazione, che dipende da:
• pressione eccessiva
• rotazione non uniforme
• usura del coltello
• misura della tagliatubi errata
filettatura, che dipende da:
• forza longitudinale e non perpendicolare
• usura del coltello
Attenzione anche a sostenere il tubo fino a separazione avvenuta
La sbavatura è la rimozione del bordo tagliente che si forma durante il taglio, con uno smusso a 45° dello spigolo.
Bisogna evitare che qualsiasi cosa entri nei tubi e quindi bisogna inclinare il tubo verso il basso durante la sbavatura.
Svantaggi se non si esegue la svavatura: la bava instabile può staccarsi e danneggiare componenti o creare una resistenza al flusso.
SALDATURA
La saldatura è un collegamento creato con la fusione del materiale (tubi).
Il materiale d’approto permette di compensare eventuali mancanze (non indispensabile).
Viene utilizzata sopprattutto con tubi in acciaio, ad esempio per impianti ad ammoniaca.
BRASATURA
La brasatura invece è come una incollatura, dove il materiale d’apporto serve a fissare assieme due parti metalliche.
Esiste la brasatura dolce, sotto i 450°C di temperatura di fusione del materiale d’apporto (ad esempio la saldatura a stagno per i collegamenti elettrici o elettronici),
che non è accettata nella frigotecnica perché non supporta le pressioni d’esercizio.
Nella frigotecnica viene utilizzata la brasatura forte, sopra i 450°C di temperatura di fusione del materiale d’apporto.
Brasatura al FOSFORO
650…850°C
rame/rame
Le giunzioni rame/rame o rame/leghe di rame sono solitamente brasate con materiale d’apporto CuP o AgCuP (5%Ag). Queste leghe sono autoflussanti e più economiche se comparate alle leghe d’argento. Queste leghe, non sono adatte per materiali contenenti ferro, nichel o cobalto perché il fosforo reagendo con questi elementi forma uno strato fragile di fosfuro che provoca la rottura del giunto se sottoposto a sollecitazioni anche modeste.
ATTENZIONE: insistendo con la fiamma (2000…3000°C) si raggiungono facilmente i 1085°C che è la temperatura di fusione del rame.
Brasatura ad ARGENTO
450…650°C
rame/rame & rame/altri materiali (acciaio, ferro, ottone)
acido disossidante necessario
BACCHETTE
All’aumentare della percentuale di contenuto d’argento, la temperatura di lavoro diminuisce, mentre che la fluidità aumenta.
Le bacchette per brasatura devono essere scelte senza cadmio (Cd), perché reagisce facilmente con altri elementi formando vari composti, alcuni dei quali tossici.
PULIZIA
Per assicurare una buona tenuta della brasatura è imprescindibile pulire i pezzi da collegare.
Le superfici devono essere sgrassate e successivamente si procede alla rimozione degli ossidi ed altra sporcizia per via meccanica mediante spazzolatura.
Con la brasatura ad argento si utilizza l’acido disossidante, che è una sostanza non metallica che ha il compito prevalente di eliminare gli ossidi presenti sulla superficie di brasatura e sul metallo d’apporto e di evitarne la formazione. Serve anche a creare la cappillarità per la penetrazione del materiale d’apporto nel giunto da brasare.
ATTENZIONE: insufficente pulizia pregiudica la tenuta del collegamento
IMPORTANTE: dopo la brasatura con argento, l’acido disossidante va completamente eliminato, altrimenti corroderà il rame!

MISURE PROTETTIVE PRIMA DI INIZIARE
• estintore
• disattivare allarme
• proteggere componenti sensibili
• DPI: occhiali
• maschera a gas per locali contaminati
• solo con impianti di brasatura collaudati
• tipo e grandezza del cannello appropriati
• mai vicino a flaconi di acetilene
UTILIZZO DEL CANNELLO
Per l’accensione del cannello aprire prima il rubinetto dell’ossigeno (1-4 bar indicato sul cannello) e quindi avvicinandolo ad una fiamma, aprire l’acetilene (0,5-0,8 bar).
Invertendo la sequenza delle operazioni si avrà una fiamma fuligginosa che essendo scarsa di ossigeno sporcherà l’ugello.
La regolazione del cannello deve essere tale da ottenere una fiamma stabile e morbida, in particolare si aumenterà di poco l’ossigeno con la conseguente riduzione del dardo azzurro al centro della fiamma poi si aumenterà il flusso di acetilene ottenendo l’allungamento della fiamma e del dardo azzurro.
Per lo spegnimento, chiudere prima l’acetilene e poi l’ossigeno, in questo modo tutto l’acetilene verrà combusto.
BRASATURA
Perché si crei la penetrazione capillare tra i tubi da brasare, bisogna che il gioco non sia ne troppo grande, ne troppo piccolo (corretto = 0,05…0,2 mm), altrimenti il materiale d’apporto non riuscirà a penetrare nel bichiere. In tal caso la stabilità del raccordo è pregiudicata.
Il materiale d’apporto scorre sempre verso la massima temperatura.
Il colore del tubo indica la sua temperatura.
OSSIDAZIONE
Brasatura di un tubo di rame a contatto con aria crea ossido!
Se così fosse, i problemi potrebbero sorgere dopo anni e sarebbero di difficile diagnosi (errore di montaggio), perché la presenza di ossido nell’olio ne riduce il potere lubrifcante e acdidifica olio e refrigerante, col rischio di:
• usura compressore
• abrasione avvolgimento motore fino al corto circuito
Brasare con ATMOSFERA INERTE per evitare l’ossidazione
Insufflare Azoto (N2) (non così inerte, ma più economico dell’Argon (Ar) che è più pregiato), quel minimo che basta a togliere l’aria (che contiene ossigeno O2) dal punto di brasatura. Durante l’insuflazione di azoto, avere una sovrapressione è un errore che potrebbe pregiudicare la brasatura perché impedisce al materiale di apporto di entrare nel bicchiere; per questo il flusso deve essere minimo, oltretutto che l’azoto ha comunque un costo.
Un modo per controllare se si è lavorato bene è di controllare l’olio dopo 14 giorni dalla messa in funzione: se l’olio è marrone scuro va sostituito, perché contine ossido!
ATTENZIONE: i filtri tolgono solo parzialmente l’ossido.

ACETILENE
L’acetilene, se compressa, si disgrega cedendo calore; per questo nella bombola è legato in pressione con acetone.
Con bombola coricata acetone liquido può defluire nel flessibile fino al cannello creando fuliggine che sporca la brasatura (acetone bruciato).


